Industrial valves are often described as the “gatekeepers” of pipelines. Whether it’s controlling the flow of crude oil, regulating steam in a power plant, or ensuring safe water distribution, valves are essential to keeping systems safe and efficient. Yet many engineers and procurement managers struggle with one critical question: Which valve is best for my application?
In this article, we’ll explore the most common types of industrial valves, their applications, and the key factors you should consider before making a purchase.
Why Valves Matter More Than You Think
At first glance, a valve may look like a simple mechanical device. But in reality, the wrong choice can lead to:
- Unexpected leaks and downtime
- Higher maintenance costs
- Safety risks in high-pressure systems
On the other hand, choosing the right valve helps extend equipment life, lower operating costs, and increase overall system reliability.
The Main Types of Industrial Valves
1. Ball Valve
Known for quick shut-off and tight sealing, ball valves are among the most widely used.
- Applications: Oil & gas pipelines, chemical plants, natural gas distribution.
- Strengths: Low flow resistance, simple operation, excellent durability.
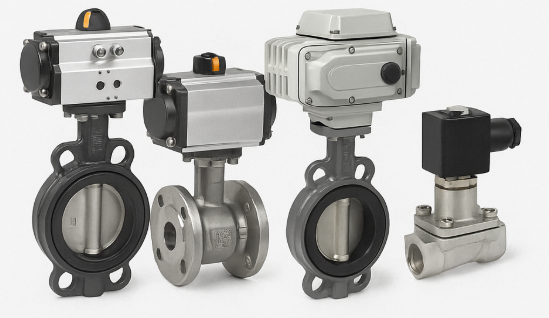
2. Butterfly Valve
Lightweight and compact, butterfly valves are cost-effective for large-diameter applications.
- Applications: Water treatment, HVAC, fire protection systems.
- Strengths: Fast operation, lower cost compared to other valve types.
3. Gate Valve
A gate valve allows full bore flow with minimal pressure drop.
- Applications: Refineries, power stations, mining operations.
- Strengths: Ideal for on/off service, suitable for high-pressure conditions.
4. Globe Valve
Designed for throttling and regulating flow.
- Applications: Steam systems, chemical processing, fine flow control.
- Strengths: Reliable sealing, effective for frequent operation.
5. Check Valve
Prevents reverse flow automatically, protecting equipment.
- Applications: Water pipelines, oil transmission, compressed air systems.
- Strengths: Simple yet essential safety device.
6. Knife Gate Valve
Specially built for slurry and fluids with suspended solids.
- Applications: Wastewater treatment, pulp & paper, mining.
- Strengths: Cuts through thick media with ease.
7. Solenoid & Control Valves
For systems requiring automation and precision.
- Applications: Process industries, power plants, automated production lines.
- Strengths: Accurate, responsive, and compatible with smart controls.
Key Factors When Selecting a Valve
When our clients reach out, one of the most common challenges is not knowing how to narrow down choices. We recommend starting with these parameters:
- Medium – Identify whether it’s water, steam, oil, gas, or corrosive chemicals.
- Pressure Rating – ANSI 150, 300, 600, or higher depending on the system.
- Temperature – Cryogenic, ambient, or high-temperature service.
- Size & Flow Requirements – From DN25 to DN1200, depending on capacity.
- Actuation Method – Manual, pneumatic, electric, or hydraulic operation.
Once these are clear, it becomes easier to match the right valve type with the application.
Industry Applications
- Oil & Gas: Ball valves and gate valves dominate due to their durability and sealing performance.
- Water Treatment: Butterfly valves are most popular for their cost-effectiveness.
- Chemical Industry: Globe valves and control valves ensure precise regulation.
- Power Plants: Control valves are critical for boiler and turbine operations.
- Mining & Pulp Industry: Knife gate valves handle slurry and fibrous media effectively.
Why Customers Choose Us
- Complete Valve Range: From ball and butterfly valves to knife gate and control valves.
- Certified Quality: API 6D, API 607 fire-safe, CE, ISO compliance.
- Customization: OEM services tailored to project requirements.
- Fast Quotation: Professional response within 24 hours.
- Global Experience: Trusted by clients in oil & gas, water treatment, chemical, and power industries.
Final Thoughts
Selecting the right industrial valve is not simply a technical decision—it’s a strategic one that impacts safety, cost, and reliability. With decades of experience and a full product portfolio, we help customers make informed choices and deliver solutions that work in real-world conditions.
📩 Looking for a trusted industrial valve supplier? Share your project requirements today and let us provide you with a tailored solution and competitive quotation.